
Garreco is excited to announce a new product in the aircraft and plastics industries for the formation of mandrels and cores for the production of plastic duct work, filament winding, weldments and other similar parts. The Disintegrating Mold Material (DMM) disintegrates easily upon introduction into the disintegrating solution to a lesser degree in plain water. It has the ability to withstand rapid heating or cooling without cracking or breaking due to its very low thermal expansion or contraction in the temperature range of 0 to 600°F. Because of its extremely low-setting expansion, the problem of removal from dies is minimized.
Mixing Ratio
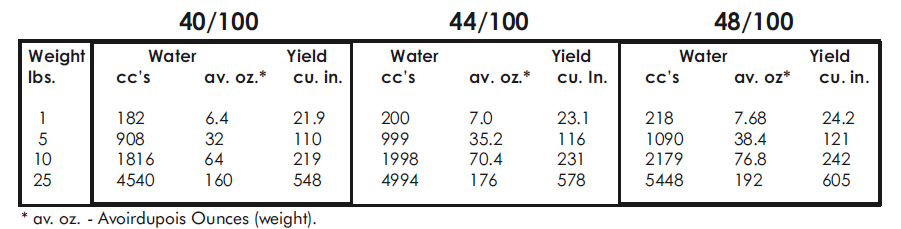
DMM may be used in a range of 40 to 48 parts water per 100 parts powder. At 48/100 the best disintegration properties are obtained; whereas at 40/100 the DMM disintegrates with difficulty. The material will be twice as strong both green and fired at 40/100 as it is at 48/100. After determining the water-powder ratio to be used on any given job, close control should be exercised by weighing or measuring both water and DMM to assure constant results.
Mixing
Mixing may be done by hand or with a mechanical mixer. It is important to note that the setting properties will vary with the amount of action put into mixing the slurry. If the mixing is done by hand the powder is sprinkled onto the water to allow it to wet up without the formulation of lumps and at the same time worked with the hands into a smooth texture. When mixed in this manner the DMM will have a long “plastic” state and will take longer to gain its full strength. When mixed in a mechanical mixer, the powder is added to the water, mixed with a a spatula to wet up the powder and then the mixer is turned on for 2 – 3 minutes or until smooth. Mixed in this way the “plastic” stage will be shorter and the material will gain strength faster.
Vacuuming
It is best to vacuum the DMM mix prior to pouring to minimize entrapped air and thereby weakened casts.
Molds
Molds are usually made of metal or thermoplastics and ordinary motor oil (10 or 20) is used as mold release agent. It is usually brushed on with a brush or with a piece of cloth in a thin, even layer.
Pouring
Pour down one side of the mold so as to trap the minimum amount of air. The use of a vibrator during pouring is very helpful as bubbles are released much easier. Whenever possible it is recommended that the casts be cored with lubricated pipe or tubing, which can easily be removed during the first stages of set. By doing this the amount of DMM needed will be less and at the same time the rate of disintegration will be noticeably increased. The casts can be patched by wetting the area to be prepared and using a small hand mixture for the repair work.
Standing Time
The casts should stand a minimum of four hours prior to introduction into drying oven so as to gain full green strength. Casts poured at 40/100 and dried for one hour are equivalent in strength to casts poured at 48/100 and dried for at least four hours.
Drying
The casts should be dried at 450°F to 600°F and in most cases the part can be introduced directly into the oven at temperature. The 600°F gives the best disintegrating results. Drying at these temperatures avoids any problem of clouding or blistering with water vapors.
Use of a Sealing Agent
After drying and cooling the use of a surface sealing agent may be desirable to give a better surface and reduce the possibility of reactions between the cast and plastic accelerators.
Disintegration of Mold Material
A five to ten percent solution of the disintegrating agent at below room temperatures is recommended. The agitation of the parts in the solution will aid considerably in the breakdown. For most purposes a range of one-half to one gallon of solution per pound of dry powder is ample. When casts are made of 46-48/100 slurry and are fired at approximately 550°F – 600°F they will mush up in cold water alone. The disintegrating agent loses its breakdown action slowly on standing. It can be renewed whenever necessary by the addition of fresh agent in the bath. After the plastic parts are free of DMM they can be freed of traces of the disintegrating agent by thoroughly rinsing in a dilute sodium carbonate solution followed by washing in clean water.
Rate of Disintegration
The rate of disintegration will depend on a number of factors:
- The ratio of water to powder (48/100 gives best results).
- The percent of disintegrating agent – percentages below 5% are very slow.
- Temperature at which the casts are dried (550°F – 600°F gives best results).
- The amount of surface area exposed.
Physical Properties (48/100)
Working time: 10 minutes
Setting time (vicat): 20 – 25 minutes
Setting expansion (2 hr): 0.043%
Crushing strength (4 hr): 700 PSI
Crushing strength (4 hr stand) fired 450°F overnight: 325 PSI
Thermal Curves
Temperature % Expansion
212°F 0.0094 %
392°F 0.012 %
572°F 0.011 %
Water/Powder Proportioning Chart
More Info/Ordering
Fore more information about DMM, contact the Sales Team at Garreco by phone at 800-334-1443 ext. 234 or by email at sales@garreco.com.
Let's Keep in Touch
Subscribe now to get the latest Garreco news, tutorials, events, and promotions delivered to your inbox.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
Leave A Comment